
Loose Hardware
Hardware such as cleats, turning blocks, shaft struts and pad eyes may become loose, resulting in enlarged bolt holes. These can be critical, especially with highly stressed fittings, and will allow water to leak into the laminate. Bedding compounds and sealants may temporarily stop the leakage, but do not increase holding power nor maintain the long-term integrity of the hardware.
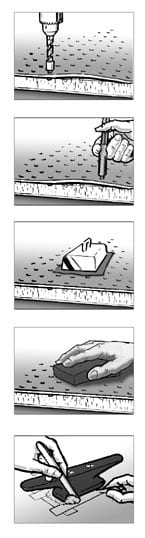
Solution 1 Repairing loose hardware – Bonding new hardware in place
- Remove the existing hardware.
- Clean dirt, old sealants and other materials from hardware, deck surface and fastener holes. Drill over-sized holes to expose uncontaminated deck material and increase bonding area. (If backing plate and bolt are not used, drill the oversize hole only (190) of the pilot hole depth.
- Place hardware in position. Trace the perimeter with a pencil. Remove the hardware and tape the marked perimeter with masking tape.
- Sand the surface thoroughly to a dull finish.
- Coat both the deck surface and the hardware mating surface with the epoxy mixture. Wet-out the inside of the fastener hole with an epoxy-wet pipe cleaner, or by injecting epoxy with a syringe.
- Scrub all epoxy-wet hardware surfaces with 50-grit sandpaper.
- Mix epoxy with WEST SYSTEM 413 Microfibre Blend to a “mayonnaise” consistency. Apply generously to the mating surfaces, in fastener holes and on fastener threads. Using a syringe to fill holes if necessary.
- Position the hardware and tighten the fasteners until some of the epoxy mixture squeezes out. Do not over tighten.
- Clean excess epoxy away with a sharpened mixing stick. Remove the masking tape. Allow to cure for 24 hours at minimum 25°C before stressing.

Cracks and Scratches
Typically located in vulnerable areas such as exposed corners and coamings, or in areas susceptible to flexing or stress.
Solution 2 – Repairing minor cracks & scratches
- Remove loose or damaged material. Open cracks with a sharp, ‘V’ shaped tool, scraping down to the bottom of the crack. Dry out the damaged area if necessary. Feather the edges with a scraping tool or 100-grit sandpaper.
- Apply enough epoxy mixture to thoroughly wet-out the damaged cavity.
- Blend a 413 Microfibre Blend with the remaining epoxy mixture to make a thick, non-sagging mixture. Trowel the mixture into the pre-wet cavity.
- Allow to cure for about 24 hours at minimum 25°C.
- Sand to shape before painting. Use 80-grit sandpaper to level any ridges or bumps if necessary. Wet sand fair with 220-grit paper. For high gloss finishes, continue wet sanding down to 400-grit.Gelcoat or a two part polyurethane paint both provide the ultraviolet protection required for epoxy. Marine-grade enamels work well on interior surfaces. Follow the paint manufacturer’s recommendations for final preparation and application.
Delamination of Core Material
Delamination is a common deck and hull construction problem which tends to get worse if left unattended. Eventually, the delamination can reach a point where the overall structural integrity of the hull and deck may be compromised.
Solution 3 – Repairing cored deck, hull and bulkhead delamination
- Define the delaminated area. Typically, exerting pressure on the skin yields a soft feel before contact with the core and indicates a gap between the skin and core.
- Thoroughly drying the core must be accomplished before re-bonding. Drill 6mm holes, 25mm apart and about 75mm beyond the delamination area. Drill through the skin and about 1/3 of the way into the core.
Use a moderate source such as a hot air gun or heat lamp to accelerate the drying process. Take care not to damage the skin with excessive heat. A sample drilling from the core will indicate the degree of dryness. - Combine the epoxy mixture with 413 Microfibre Blend to ketchup consistency. Load a syringe. Trim the syringe tip as necessary.
- Inject the thickened mixture into all holes drilled in the area. Flex the skin several times to work the epoxy into all areas between the skin and core.
- When the mixture has coated the entire surface area between the skin and core, weights or pressure should be placed on the skin to force it into contact with the core until the epoxy cures. Placing a plastic sheet between the skin’s surface and the weights will prevent inadvertent bonding.
- After the epoxy is completely cured, sand the surface fair with 80-grit sandpaper. Any remaining low spots may be filled with epoxy and 411 Microsphere Blend mixed to a “mayonnaise” consistency. Sand when cured and coat with unthickened epoxy.
- When cured, wet sand with 220-grit paper. Follow the paint manufacturer’s recommendation for final preparation and application.

Holes and Punctures
Impact damage often results in holed decks, hulls, bulkheads or cabin tops’ requiring structural and cosmetic repair.
Solution 4 – Repairing holes & punctures
- Cut away all loose or damaged material. Try to maintain a circular or oval shape, exposing solid laminate. Inspect internal structural members for damage, also. Dry the area thoroughly. Sand or grind to a 12-to-1 bevel from the edge of the repair area.
- If necessary, provide backing for the repair by bracing plastic covered plywood over the inside of the hole.
- Coat the exposed repair surfaces with unthickened epoxy. If the through-panel damage doesn’t exceed 25mm in diameter, prepare a mixture of epoxy and 413 Microfibre Blend to a non-sagging “peanut-butter” consistency and trowel into the void. Several applications may be necessary to fill the hole. Allow each layer to set-up slightly before applying the next.
- If the repair area is larger than 25mm in diameter, laminate a plug the same thickness of the laminate from pieces of 400gm/m2 fibreglass cloth. Cut the first piece slightly smaller than the outer edge of the bevel; and then each piece progressively smaller. The final piece should be slightly larger than the inner edge of the bevel. Wet-out all pieces at once and bond the wet plug in place with epoxy thickened with 403 Microfibre Blend. Cover the plug with Peel Ply and plastic. Squeeze off excess epoxy and allow to cure. Remove Peel Ply and plastic when cured.
- Sand high areas flush. Fill remaining imperfections with epoxy and 411 Microsphere Blend for final fairing; sand with 80-grit sandpaper when cured.
- Coat the repair area with several coats of epoxy, allowing the epoxy to set-up slightly before applying the next coat. Allow to cure 24 hours before final wet sanding with 220-grit sandpaper and painting.

Gelcoat Blistering
Blistering of below the waterline gelcoat surfaces, along with the resulting interlaminate failure, have become an increasingly widespread problem. If left unattended, blistering can lead to serious structural damage. Repairing the blister with epoxy and then coating the hull with an epoxy barrier coat is presently the most dependable solution and prevention for this problem.
Solution 5a – Prevention & Repair of gelcoat blisters
- Prepare the hull for drying by opening all blisters and abrading the bottom with 50-grit sandpaper. For extensive blistering, grinding or sandblasting the gelcoat surface down to the fibreglass laminate may be necessary. The entire surface below the waterline should be sanded to a dull finish, with all bottom paint removed.
- After the blisters have been opened and the hull sanded, allow the hull’s moisture content to stabilise. Two weeks at 50% or less relative humidity is ideal. If more humid conditions prevail, a hot air gun or heat lamps may speed the job. A heavy plastic skirt hung around the boat will keep rain from the work area should conditions deteriorate. A dehumidifier or fan placed under the skirt may speed drying.
- Salt deposits or other contaminates may be left on the surface as moisture evaporates from the laminate. Wash the surface with fresh water and immediately dry with clean paper towels. When dry, sand the surface once again to provide a clean bonding surface.
- Apply a single coat of WEST SYSTEM epoxy to the surface with a foam roller. Be sure the inner surface of blisters and pits are well coated.
- Within 6-8 hours of applying the first coat, trowel a non-sagging fairing mixture of epoxy and 411 Microsphere Blend into the blister cavities.
- After 24 hours, sand the entire surface to a dull, smooth finish with 80-grit sandpaper. Repeat steps 5 and 6 as necessary.
- Follow instructions 3 and 4 under “Solution 5b Barrier coating – new or repaired hulls.”
Solution 5b – Barrier Coating- new or repaired hulls
- If the bottom has not yet been painted, wipe the entire surface with a cloth dampened with a wax and silicone remover or solvent to remove remaining mould release agents or waxes.
If the bottom has been painted, the paint must be completely removed with chemical strippers and / or sanding prior to coating. - Abrade the gelcoat surface below the waterline with 80-grit sandpaper. When completed, there should be no glossy areas. Mask freeboard at the waterline with electricians tape.
- Apply a minimum of three coats of WEST SYSTEM epoxy to the surface with a foam roller. For optimum moisture exclusion, we recommend five or six coats. Note: For best results, apply at above 16°C 40-60% relative humidity.The first coat should be applied with no additives. Each successive coat should include 10% 422 Barrier Coat additive (an aluminium-based additive which increases the epoxy’s resistance to moisture permeability) blended with the resin/hardener.All coats may be applied in one day. Apply the next coat as soon as the first will support its weight. If epoxy is allowed to cure overnight wash with water and a 3M Scotch Brite® pad; then sand before re-coating.
Do not thin WEST SYSTEM epoxy; doing so will seriously diminish the epoxy’s moisture barrier effectiveness.
- Thoroughly sand with 220-grit sandpaper before application of the antifouling paint. Follow the paint manufacturer’s instructions for final surface preparation and application.

Transom Delamination
A common problem of older outboard motor boats is transom delamination. The great weight and load these structures must bear eventually creates cracks, allowing moisture to enter the core, ultimately leading to serious structural damage.
Solution 6 – Repairing outboard motor transom delamination
- Remove outer fibreglass skin using a router pre-set to cut the depth of the skin. Save the skin if possible.
- Inspect core material. Dry thoroughly using a hot air gun or heat lamps. If minor core damage is evident, remove damaged material and dry the cavity thoroughly. Coat damaged area with epoxy, then fill voids with epoxy thickened to a “peanut butter” consistency with 413 Microfibre Blend.
- If major core damage is evident, remove the entire damaged core section, leaving the inner skin intact.
- Laminate pieces of marine grade plywood to the proper thickness to replace damaged core sections. Use the old core sections as a template. Pre-coat plywood pieces with epoxy thickened with 413 Microfibre Blend.
- Bond the new core section into place using liberal amounts of thickened epoxy, clamping in place until cured. Epoxy should squeeze from joints when clamped; remove excess epoxy.
- If you were able to save the outer skin, bond it back into place with 403 Microfibre Blend-thickened epoxy. If the outer skin was not salvageable, laminate four to six pieces of 400gm/m2 fibreglass cloth (match original skin thickness) using unthickened epoxy.
- Reinforce corners with four strips of 300gm/m2 fibreglass tape and epoxy. Cut and position each successive strip 50mm narrower than the last. Allow to cure.
- Fair to hull contour using epoxy thickened to “peanut butter” consistency with 411 Microsphere Blend. Allow to cure. Sand fair and smooth.
- Apply several coats of unthickened epoxy and allow to cure 24 hours before final sanding and painting.

Keel Damage
Grounding can leave a malleable material like lead scarred and deformed from impact. Rough-surfaced iron keels may also require re-fairing for optimum performance.
Solution 7 – Keel repair – metal bonding & fairing
- Plan access to the keel’s damaged area when the boat is hauled.
- Thoroughly dry damaged area. A moderate heat source is recommended to accelerate drying.
- Remove any loose plastic filler or lead chips. Wear a dust mask.
- With a lead keel, a bulge each side of the dent is typical. Some lead may be saved. Use a hammer to forge displaced lead towards the void.
- Coat the remaining bulges with petroleum jelly and plane or file flush. After bulges have been faired, clean the area with solvent. Allow the surface to dry completely. Scrub the surface with a wire brush to expose fresh lead.
- Brush a mixture of epoxy into the recess. For maximum adhesion, immediately scrub the wet epoxy-coated metal surfaces with a wire brush.
- Blend the remaining epoxy mixture with 413 Microfibre Blend to a “peanut butter” consistency and fill in the recess.
- When the necessary build-up has fully cured, shape with a 50-grit sandpaper. Touch up imperfections with a mixture of 411 Microsphere Blend and epoxy.
- Sand when cured, and coat with unthickened epoxy. Final sanding and application of bottom paint may be completed after 24 hours.